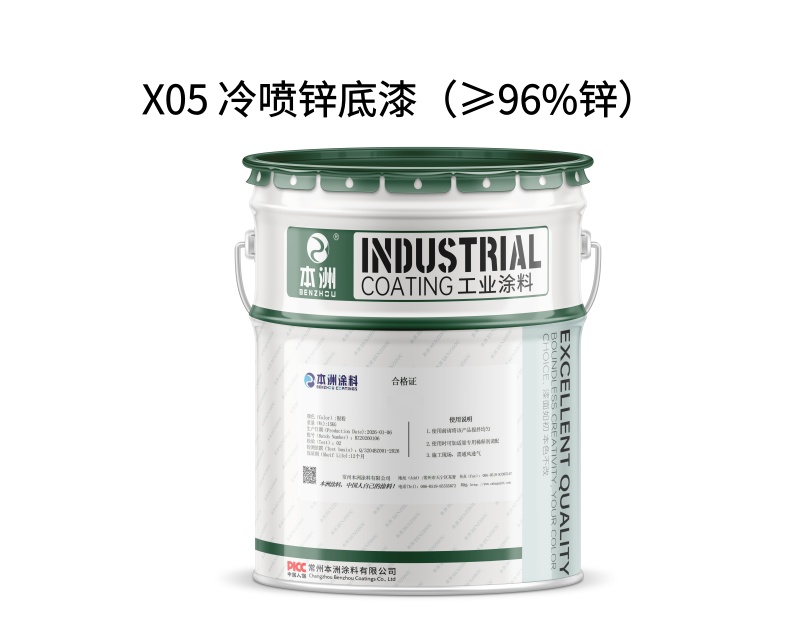
产品详情
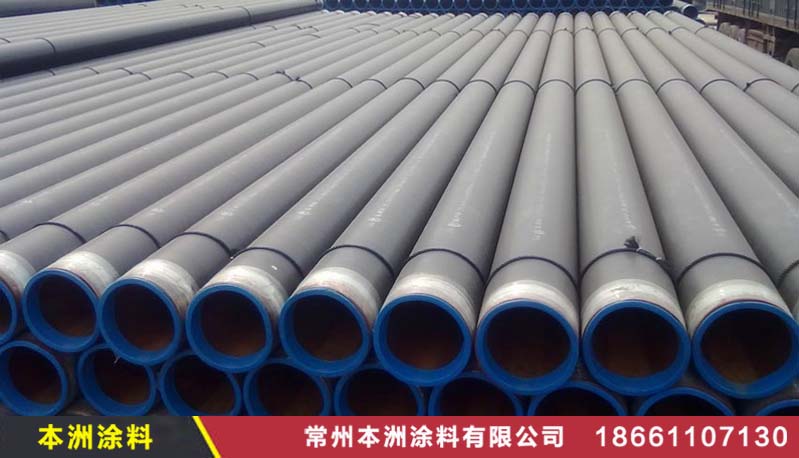
X05 冷喷锌底漆(≥96%锌)由冷喷锌树脂、锌粉为主要原料组成。应用范围非常广泛,可以用于船舶、重型机械、矿山、井架、港口码头、钢结构、桥梁、铁塔、石油管道、化工、冶金等多个行业。

| 产品特性: | 1. 可以在带涂层的情况下进行焊接,不会影响焊接质量 2. 具有优异的抗滑移特性,其抗滑移系数≥0.55 3. 漆膜中锌粉含量高,具有阴极保护作用 4. 耐低温性能和耐盐雾性能优异 |
| 执行标准: | HG/T 4845-2015 |
| 稀释: | 无气喷涂 稀释剂:冷喷锌系列专用稀释剂 稀释量:0-5%(以油漆重量比);喷嘴口径:0.4mm-0.5mm 喷出压力:20MPa-25MPa(200kg/cm²-250kg/cm²) |
| 空气喷涂 稀释剂:冷喷锌系列专用稀释剂 稀释量:10-15%(以油漆重量比);喷嘴口径:1.5mm-2.0mm 喷出压力:0.3MPa-0.4MPa(3kg/cm²-4kg/cm²) | |
| 辊涂 稀释剂:冷喷锌系列专用稀释剂 稀释量:5-10%(以油漆重量比) | |
| 配套方案: | 冷喷锌底漆+冷喷锌封闭剂+丙烯酸聚氨酯面漆 |
| 漆膜厚度: | 2*60µm+30µm+2*60µm |
| 比重: | 约2.50kg/L(混合后) |
| 理论用量: | 约200g/m²(以40㎛干膜计,不含损耗) |
| 干燥时间: | 表干≤1h,实干≤24h,完全干燥 7d |
| 熟化时间: | 0.5h (23℃±2℃) |
| 储存温度: | -10~40℃ |
| 施工条件: | 5~40℃;底材温度须高于 3℃,相对湿度须小于 85% |
| 涂装间隔: | 底材温度:5–10℃ 最短间隔:48h 最长间隔:不超过 7 天 |
| 底材温度:15–20℃ 最短间隔:24h 最长间隔:不超过 7 天 | |
| 底材温度:25–30℃ 最短间隔:12h 最长间隔:不超过 7 天 | |
| 施工说明: | |
| 表面处理 | ● 所有表面均应保持清洁、干燥,并无任何污染物残留,以确保其长期保持功能正常。 ● 表面锈蚀须进行处理,达到除锈标准Sa2.5级,粗糙度达到30µm-75µm; ● 采用手工除锈方法,需达到除锈标准St3级。 |
| 混合: | 如采购单组分:开桶后,必须搅拌均匀,然后再加适量稀释剂,调至施工粘度。 如采购双组分:甲组份开桶后,必须搅拌均匀,然后在搅拌下按配比要求将乙组份倒入甲组份中, 充分混合均匀,静置,熟化30min后,再加适量稀释剂,调至施工粘度。并在规定的混合使用期限内用完。 |




更多推荐
最新案例










联系我们
免费获取报价
填写以下信息,我们将为您提供专业的产品咨询和报价服务
✓
24h快速响应✓
免费技术咨询✓
定制解决方案✓
全程跟踪服务也可直接拨打服务热线
400-888-8888